














| 别名: | 轮胎自动分拣线 | 是否有现货: | 是 |
| 认证: | ISO9001 | 品牌: | 中山鸿鑫达自动化 |
| 用途: | 轮胎轮毂分拣输送 | 自动化程度: | 全自动 |
| 是否加工定制: | 是 | 电流: | 交流 |
| 型号: | HXD113 | 规格: | 设备尺寸技术参数按客户要求定制 |
| 商标: | 鸿鑫达自动化 | 包装: | 包运费安装 |
| 产量: | 100 |

主要经营电子电器生产线,倍速链总装生产线、智能交叉带自动分拣机、自动分拣物流设备,CEZ型重型往复式提升机,自动伸缩机、CEZ型重型往复式升降机、CEZ型重型卷帘席连续式升降机、CEZ型重型往复式提升机、CEZ型重型卷帘席连续式提升机、自动皮带伸缩机、自动伸缩皮带机、自动物流分拣系统、物流输送线、快递分拣线等。本公司主营:电子电器生产线,往复式升降机,往复式提升机等产品,是 的电子产品公司,拥有 的高中层管理队伍,他们在技术开发、市场营销、金融财务分析等方面拥有丰富的管理经验,选择我们,值得你信赖!
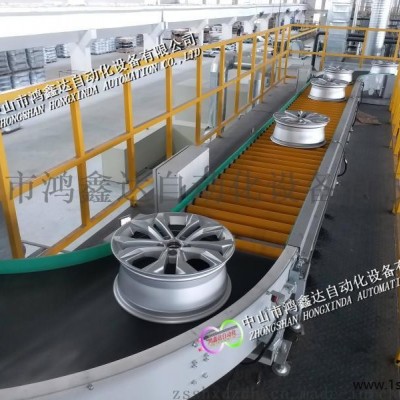
本实用新型涉及一种轮胎分拣系统,属于橡胶、轮胎物流领域。
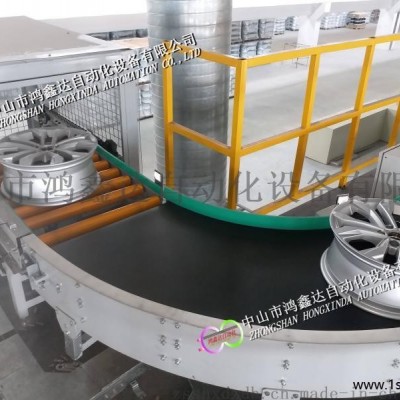
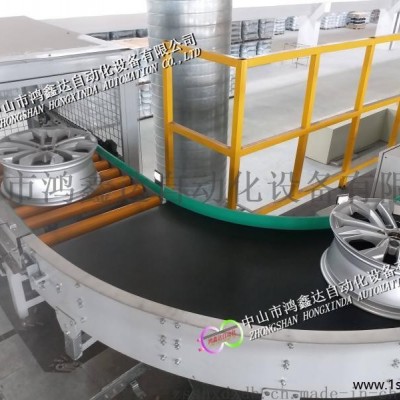
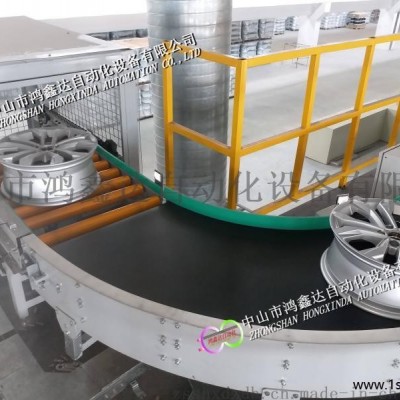
在成品轮胎物流规划中,整个输送系统的最终目的是将成型、硫化工艺后的轮胎,按品种逐一分类、拣选,每种轮胎集中后再运送至储存单元。现阶段的轮胎硫化工艺决定了轮胎在硫化后至储存前期间内各种规格的轮胎均混放在输送线上,无法直接将轮胎存储。如何准确、快速的实现硫化后轮胎的拣选功能,是轮胎仓储的关键。现有的做法是人工分类装运或采用自动分拣设备,将同种轮胎存放一起后再存储;而现阶段实现自动分拣的做法都是在轮胎输送线上设置若干轮胎拣选口,每一个拣选口处理一种规格的轮胎,拣选口外侧用输送装置将轮胎输送至作业端后,可直接进行仓储。但是这种分拣方式的效率较低,对拨臂的动作速度要求十分高,且拣选出口的数量受到空间的限制,一旦产量增加后,预设的拣选出口数量会无法满足生产需要,造成主线轮胎输送饱和而停线,无法完成入库目标。现有技术轮胎分拣装置若完成四种规格的轮胎分类拣选需要四名工人或机械码垛机,每名工人或机械码垛机只能对应操作一个存储单元,造成人力资源的浪费和生产成本的增加。
现有技术中人工分类装运和自动分拣设备在轮胎分拣过程中存在的分拣效率低,造成人力或物力增加且拣选出口数量受到空间限制的不足,本实用新型采用一种新的轮胎分拣方法及分拣系统,在有限的空间里,完成轮胎的分拣,可使原有的单一分拣出口,完成拣选两种规格的功能。为实现上述目的,本实用新型的技术方案为一种轮胎分拣系统,由计算机控制,包括主线输送装置、拨臂、分拣口、次线输送装置、轮胎竖立装置、分拣装置和导向槽。主线输送装置用来输送不同规格的轮胎,沿轮胎行进方向,在主线输送装置上并排连接有若干组次线输送装置,对应于每一组次线输送装置,在主线输送装置上设置有至少一组拨臂、主线检测装置和分拣口。拨臂用来拨动轮胎,在主线输送装置的另一侧拨臂动作的末端设置有分拣口,拨臂拨动轮胎至分拣口并进入次线输送装置。次线输送装置与分拣口连接的一端为首端,另一端为末端,次线输送装置的首端通过分拣口与主线输送装置连接,在次线输送装置的一侧设置至少一个到位检测装置,到位检测装置用来检测次线输送装置上轮胎是否到位,并将检测到的轮胎型号信息传送至计算机。在次线输送装置与分拣装置之间连接有轮胎竖立装置,轮胎竖立装置是由滚筒组成的外凸的曲面装置,其一端通过滚筒与次线输送装置的末端水平连接,另一端通过滚筒与分拣装置竖直连接,轮胎竖立装置将次线输送装置上水平放置的轮胎竖立到倾斜板上。在轮胎竖立装置上安装有占位检测装置,占位检测装置用来检测分拣装置上是否停留有轮月台。在次线输送装置与导向槽之间设置有用于改变轮胎行进方向的分拣装置...








