









| 类型 | 挤出机 |
|---|---|
| 适用原料 | PVC,EVA |
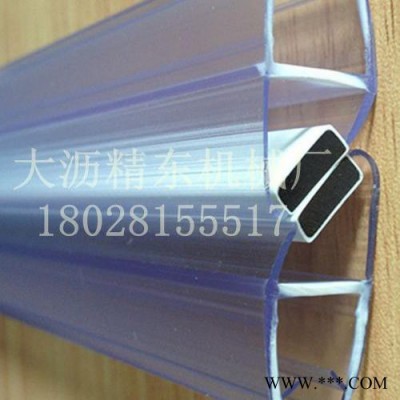
| 产品别名 | 卫浴房胶条机 |
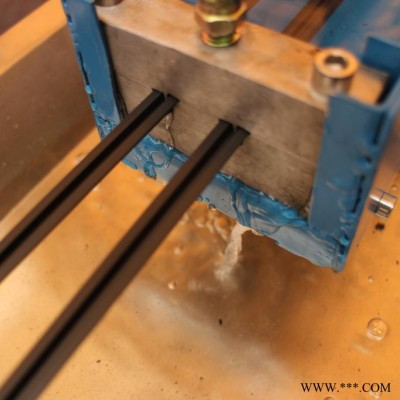
| 产品用途 | 挤出塑料胶条 |
| 产地 | 佛山 |
| 螺杆直径 | 45/35/35 |
| 生产能力 | 30 |
| 售后服务 | 保修1年、提供配方及操作流程 |
| 外形尺寸 | 0 |
| 种类 | 柱塞式挤出机 |
| 品牌 | 精东塑机 |
| 型号 | SJ45/35/35 |
| 螺杆数 | 单螺杆 |
| 可生产管材类型 | 软硬胶条挤出机 |
| 挤出直径 | 45/35/35 |
温度控制:
胶条挤出成型温度是促使成型物料塑化和塑料熔体流动的必要条件。对物料的塑化及制品的质量和产量有着十分重要的影响。 塑料挤出理论温度窗口是在粘流温度和降解温度之间。对于聚烯烃来说温度范围较宽。通常在熔点以上,280度以下均可加工。要正确控制挤出成型温度,必先了解被加工物料的承温限度与其物理性能的相互关系。找出其特点和规律,才能选择一个较佳的温度范围进行挤出成型。因此,在各段温度设定应考虑以下几个方面:一是聚合物本身的性能,如熔点,分子量大小和分布,熔体指数等。其次考虑设备的性能。有的设备,进料段的温度对主机电流的影响很大。再次,通过观察管模头挤出管坯表面是否光滑。有无气泡等现象来判断。
挤出温度包括加热器的设定温度和熔体温度。加热温度是指外加热器所提
供的温度。熔体温度是指螺杆前段与机头连接间物料的温度。
机筒温度分布,从喂料区到模头可能是平坦分布,递增分布,递减分布及
混合分布。主要取决于材料物点和挤出机的结构。
机头设置温度,为了获得较好的外观及力学性能,以及减小熔体出口膨胀,
一般控制机身温度较低,
机头温度较高。
机头温度偏高,
可使物料顺利进入模具,
但挤出物的形状稳定性差,
收缩率增加。
机头温度低,
则物料塑料不良,
熔体粘
度大,
机头压力上升。
虽然这样会使制品太得较密实,
后收缩率小,
产品形状稳
定性好,
但是加工较困难,
离模膨胀较大,
产品表面粗糙。
还会导致挤出机背压
增加,设备负荷大,功率消耗也随之增加。
胶条机挤出温度包括加热器的设定温度和熔体温度。加热温度是指外加热器所提供的温度。熔体温度是指螺杆前段与机头连接间物料的温度。机筒温度分布,从喂料区到模头可能是平坦分布,递增分布,递减分布及混合分布。主要取决于材料物点和挤出机的结构。
机头设置温度,为了获得较好的外观及力学性能,以及减小熔体出口膨胀,一般控制机身温度较低,机头温度较高。机头温度偏高,可使物料顺利进入模具,但挤出物的形状稳定性差,收缩率增加。机头温度低,则物料塑料不良,熔体粘度大,机头压力上升。虽然这样会使制品太得较密实,后收缩率小,产品形状稳定性好,但是加工较困难,离模膨胀较大,产品表面粗糙。还会导致挤出机背压增加,设备负荷大,功率消耗也随之增加。
联系人:陈小姐
电话/微信:18028155517
QQ:2576486999


