| 制造标准 | SY/T5257-2012 |
|---|---|
| 弯曲半径 | 3D |
| 表面 | 防腐处理 |
| 包装 | 托盘 |
| 运输 | 物流包邮 |
| 压力 | PN16 |
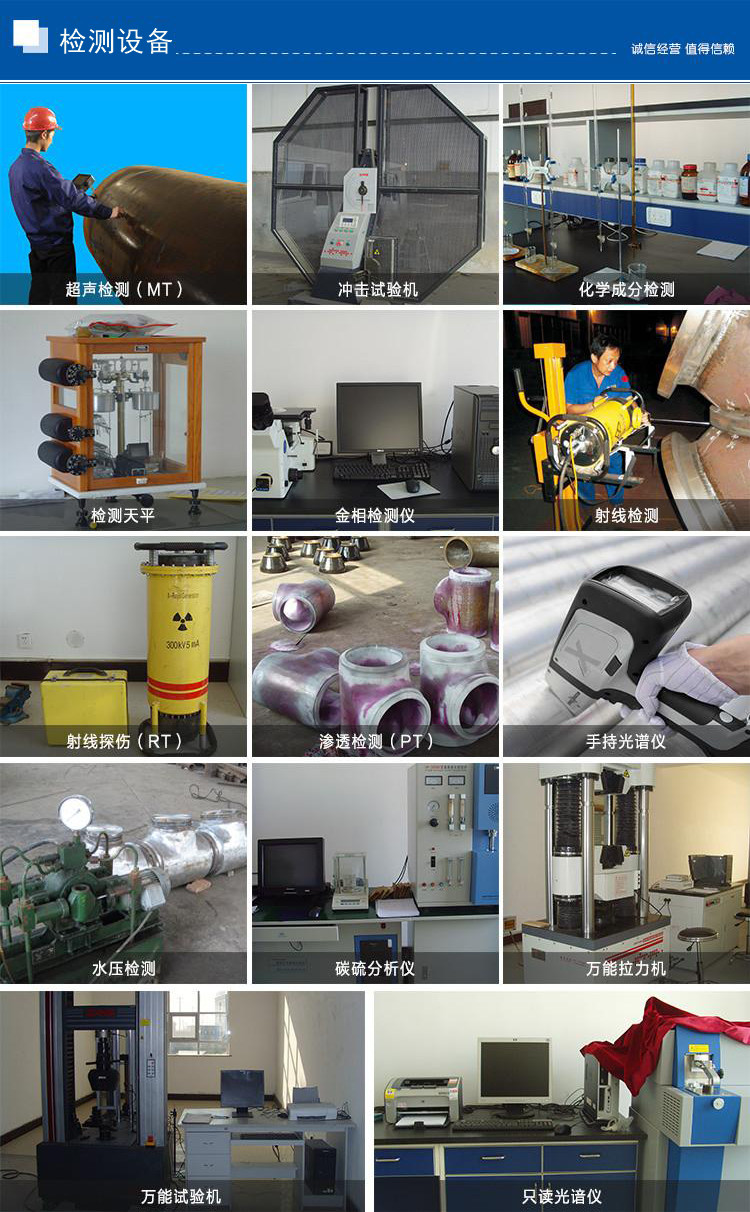
| 理化检测 | 合格 |
| 外观检测 | 合格 |
| 材质 | 20# |
| 连接形式 | 焊接 |
| 用途 | 排水、化工、石油管道 |
| 直径 | 219mm |
| 品牌 | 泰诺 |
| 型号 | DN200 |


1. 正确选择砂轮
一般选择砂轮时,应考虑砂轮的自锐能力(即磨粒磨钝后自动破碎产生新的锋利磨粒或自动从砂轮上脱落的能力)。同时磨削时砂轮应不致产生黏屑堵塞现象。硬度太的砂轮由于自锐性能不好,磨粒磨钝后使磨削力增大,摩擦加剧,产生的磨削热较大,容易产生,故当镀锌弯管材料的硬度较时选用软砂轮较好。立方氮化绷砂轮其磨拉的硬度和强度虽然低于金刚石,但其热稳定性好,且与铁元素的化学惰性,磨削钢件时不产生黏屑,磨削力小,磨削热也较低,能磨出较的表面质量。因此立方氮化绷砂轮是一种很好的磨料,适用范围也很广。
砂轮的结合剂也会影响磨削表面质。选用具有一定弹性的橡胶结合剂或树脂结合剂砂轮磨削镀锌弯管时,当由于某种原因而导致磨削力增大时,结合剂的弹性能够使砂轮做一定的径向退让,从而使磨削深度自动减小,以缓和磨削力突增而引起的。另外,为了减少砂轮与镀锌弯管之间的摩擦热,将砂轮的气孔内浸入某种润滑物质,如石蜡、锡等,对降低磨削区的温度、防止镀锌弯管也能收到良好的效果。
2. 合理选择切削用量
磨削用量的选择应在保证表面质量的前提下尽量不影响生产率和表面粗糙度。
磨削深度增加时,温度随之升,易产生,故磨削深度不能选得太大。一般在生产中常在精磨时逐渐减少磨深,以便逐渐减小热变质层,并能逐步去除前一次磨削形成的热变质层,后再进行若干次无进给磨削,这样可有效地避免表面层的热。
镀锌弯管的纵向进给量增大,砂轮与镀锌弯管的表面接触时间相对减少,因而热的作用时间较短,散热条件得到改善,不易产生磨削。为了弥补纵向进给量增大而导致表面粗糙的缺陷,可采用宽砂轮磨削。
镀锌弯管线速度增大时磨削区温度会上升,但热的作用时间却减少了。因此,为了减少而同时又能保持的生产率,应选择较大的镀锌弯管线速度和较小的磨削深度,同时为了弥补镀锌弯管线速度增大而导致表面粗糙度值增大的缺陷,一般在提镀锌弯管速度的同时应提砂轮的速度。