








| 壁厚 | 3.5mm |
|---|---|
| 材质 | {name} |
| 长度 | 60m |
| 公称外径 | 12-200 |
| 用途 | 输油 |
| 分类 | 高压橡胶管 |
| 厂家(产地) | 山东 |
JB/T6144.4HFH测压胶管总成|HFH测压胶管总成密封圈规格



 厚的偏差应严格控制,一般对于壁厚偏差超过o.5mm的胶管应该慎重选用。(3)胶管各层间的附着力。高质量的胶管应具有良好的整体性,即各结构层间应有较高的附着力,各胶层之间粘接成为一个整体。这样才能适应接头装配、扣压过程中的各项工艺要求,才能保证胶管总成的性能要求。因此必须控制胶管各层间的附着力不能低于技术标准的规定,且应尽力选择附着力高的胶管用于胶管总成的
厚的偏差应严格控制,一般对于壁厚偏差超过o.5mm的胶管应该慎重选用。(3)胶管各层间的附着力。高质量的胶管应具有良好的整体性,即各结构层间应有较高的附着力,各胶层之间粘接成为一个整体。这样才能适应接头装配、扣压过程中的各项工艺要求,才能保证胶管总成的性能要求。因此必须控制胶管各层间的附着力不能低于技术标准的规定,且应尽力选择附着力高的胶管用于胶管总成的
 507/0的费用。因软管结构的特殊性和复杂性,不能采用传统的焊接形式进行管端连接,而且在复合软管运行过程中,输送介质中会有气体渗透到金属铠装层,如果这部分气体不能顺利排出,经过较长时间的累积,会在金属铠装层中产生较高的压力,破坏软管结构。本文设计了一种适用于软管结构的接头形式,在一定压力作用下保证软管的强度和密封性,同时能够释放金属铠装层中累积的渗透气
507/0的费用。因软管结构的特殊性和复杂性,不能采用传统的焊接形式进行管端连接,而且在复合软管运行过程中,输送介质中会有气体渗透到金属铠装层,如果这部分气体不能顺利排出,经过较长时间的累积,会在金属铠装层中产生较高的压力,破坏软管结构。本文设计了一种适用于软管结构的接头形式,在一定压力作用下保证软管的强度和密封性,同时能够释放金属铠装层中累积的渗透气
 测压点接头JB/T6381.1-92 锥密封焊接式直通管接头JB/T6381.2-92 锥密封焊接式直通圆柱管螺纹管接头JB/T6381.3-92 锥密封焊接式直通圆锥管螺纹管接头JB/T6381.4-92 锥密封焊接式直通锥螺纹管接头JB/T6382.1-92 锥密封焊接式90度弯管接头JB/T6382.2-92 锥密封焊接式圆柱管螺纹90度弯管接头JB/T6382.3-92 锥密封焊接式圆锥管螺纹90度弯管接头JB/T6382.4-92 锥密封焊接式锥螺纹90
测压点接头JB/T6381.1-92 锥密封焊接式直通管接头JB/T6381.2-92 锥密封焊接式直通圆柱管螺纹管接头JB/T6381.3-92 锥密封焊接式直通圆锥管螺纹管接头JB/T6381.4-92 锥密封焊接式直通锥螺纹管接头JB/T6382.1-92 锥密封焊接式90度弯管接头JB/T6382.2-92 锥密封焊接式圆柱管螺纹90度弯管接头JB/T6382.3-92 锥密封焊接式圆锥管螺纹90度弯管接头JB/T6382.4-92 锥密封焊接式锥螺纹90
 接强度是利用直接加压外套使胶管得到一定的压缩量,从而紧固编织层(或缠绕层)的钢丝来保证的。扣压式结构具有良好的耐拔脱和密封性能。芯子由两部分组成.一是与中间接头或机体相连的接头部分,二是与胶管相连的芯杆部分。芯子的材料采用调质45号钢,芯杆圆周上有光滑凸凹锯齿,形成密封介质的迷宫式曲径。通过挤压外套使其变形来达到固结芯子和胶管的目的。这种工艺效率高、稳
接强度是利用直接加压外套使胶管得到一定的压缩量,从而紧固编织层(或缠绕层)的钢丝来保证的。扣压式结构具有良好的耐拔脱和密封性能。芯子由两部分组成.一是与中间接头或机体相连的接头部分,二是与胶管相连的芯杆部分。芯子的材料采用调质45号钢,芯杆圆周上有光滑凸凹锯齿,形成密封介质的迷宫式曲径。通过挤压外套使其变形来达到固结芯子和胶管的目的。这种工艺效率高、稳
 JB/T6144.4HFH测压胶管总成|HFH测压胶管总成密封圈规格
JB/T6144.4HFH测压胶管总成|HFH测压胶管总成密封圈规格
 扣压后套筒变形**大,延伸长,易产生严重的堆胶和鼓包;若锯齿太深,增强层直径小,壁厚小,内胶层厚度薄,扣压后外套沟槽不能被充分填满,影响密封性能和抗拔脱强度。因此缠绕管锯齿深一般3~4mm,编织管2-3mm;若胶管规格小、单层钢丝编织,或者是双层钢丝编织胶管壁厚较薄、内胶层伸长率较小、胶料力学性好,套筒沟槽的深度可浅些,锯齿数也可少些,一般3~4个为宜,反之都应
扣压后套筒变形**大,延伸长,易产生严重的堆胶和鼓包;若锯齿太深,增强层直径小,壁厚小,内胶层厚度薄,扣压后外套沟槽不能被充分填满,影响密封性能和抗拔脱强度。因此缠绕管锯齿深一般3~4mm,编织管2-3mm;若胶管规格小、单层钢丝编织,或者是双层钢丝编织胶管壁厚较薄、内胶层伸长率较小、胶料力学性好,套筒沟槽的深度可浅些,锯齿数也可少些,一般3~4个为宜,反之都应


 图6.1所示为焊接式直通管接头,主要由接头体4、螺母2和接管l组成,在接头体和接管之间用o形密封圈3密封。当接头体拧入机体时,采用金属垫圈或组合垫圈5实现端面密封。接管与管路系统中的钢管用焊接连接。焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大。2.卡套式管接头图6.2所示为卡套式管接头结构。这种管接头主要包括具有24°锥
图6.1所示为焊接式直通管接头,主要由接头体4、螺母2和接管l组成,在接头体和接管之间用o形密封圈3密封。当接头体拧入机体时,采用金属垫圈或组合垫圈5实现端面密封。接管与管路系统中的钢管用焊接连接。焊接式管接头连接牢固、密封可靠,缺点是装配时需焊接,因而必须采用厚壁钢管,且焊接工作量大。2.卡套式管接头图6.2所示为卡套式管接头结构。这种管接头主要包括具有24°锥




 尺寸与法兰部位相同的薄壁圆管为毛坯,进行局部镦粗形成管接头锻件的法兰。根据文献[5]研究的结果表明,由于该管接头锻件圆管部位壁厚薄,而成形高度大,已超出圆管镦锻凸缘成形的极限,会产生弯曲变形失稳形成折叠,不适合该零件的加工。如图2b所示,圆管一次正挤压成形是采用内外径尺寸与法兰部位相近的圆管毛坯,通过正挤压一次成形圆筒部分。一次挤压成形时的挤压比为=4.
尺寸与法兰部位相同的薄壁圆管为毛坯,进行局部镦粗形成管接头锻件的法兰。根据文献[5]研究的结果表明,由于该管接头锻件圆管部位壁厚薄,而成形高度大,已超出圆管镦锻凸缘成形的极限,会产生弯曲变形失稳形成折叠,不适合该零件的加工。如图2b所示,圆管一次正挤压成形是采用内外径尺寸与法兰部位相近的圆管毛坯,通过正挤压一次成形圆筒部分。一次挤压成形时的挤压比为=4.

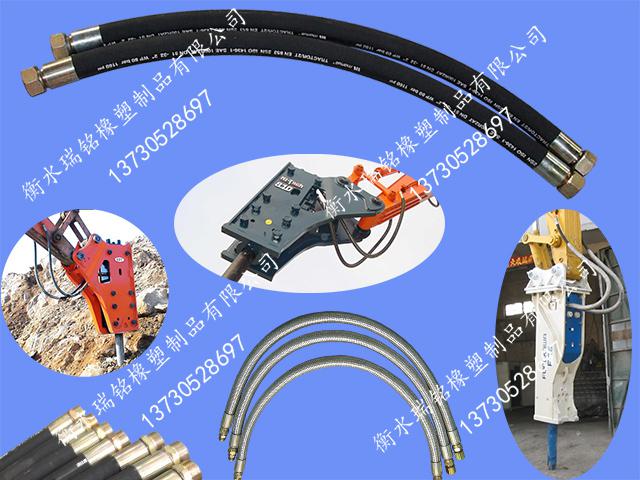
 用于盾构机主推进与铰接液压系统;管片拼装液压系统;管片运输液压系统;螺旋排土液压系统;快速卸载液压系统;刀盘液压驱动系统;超前钻液压系统;超挖刀和磨损检测液压系统;HBW和NLGI2油脂集中润滑系统;WR89/WR90尾盾注脂系统;安全门,排渣门,拖车牵引系统;砂浆泵站系统;主液压泵站系统;稀油润滑系统;泥浆球阀液压执行器系统;锷式破碎机液压系统等。软管连接以其特
用于盾构机主推进与铰接液压系统;管片拼装液压系统;管片运输液压系统;螺旋排土液压系统;快速卸载液压系统;刀盘液压驱动系统;超前钻液压系统;超挖刀和磨损检测液压系统;HBW和NLGI2油脂集中润滑系统;WR89/WR90尾盾注脂系统;安全门,排渣门,拖车牵引系统;砂浆泵站系统;主液压泵站系统;稀油润滑系统;泥浆球阀液压执行器系统;锷式破碎机液压系统等。软管连接以其特



 操作带来很大的麻烦。其次,单纯的扣压过程不能为复合软管接头提供足够的气密性,复合软管中输送的油气可能在高压的作用下通过接头与软管之间的间隙进入接头前端的空腔,进而进入复合软管的金属增强层,破坏复合软管,造成重大损失**,使用聚合物制成的内管,在油气输送过程中,会有部分气体渗出内管,渗透气体通常为CH。、HzS和CO。。虽然气体渗透速度很小,但如果不能及
操作带来很大的麻烦。其次,单纯的扣压过程不能为复合软管接头提供足够的气密性,复合软管中输送的油气可能在高压的作用下通过接头与软管之间的间隙进入接头前端的空腔,进而进入复合软管的金属增强层,破坏复合软管,造成重大损失**,使用聚合物制成的内管,在油气输送过程中,会有部分气体渗出内管,渗透气体通常为CH。、HzS和CO。。虽然气体渗透速度很小,但如果不能及
 JB/T6144.4HFH测压胶管总成|HFH测压胶管总成密封圈规格
JB/T6144.4HFH测压胶管总成|HFH测压胶管总成密封圈规格
 模具成型管芯的密封端。3.热处理胶管接头一般不需要热处理,只要选择合适的金属材料便可。但管接头的个别零件或特殊要求的管接头有时需要对钢材在金属加工前后,进行淬火、退火或化学等的热处理。以改善材质,提高零件的使用寿命和安全性。薄板的冲压套筒,在冲压过程中往往经过几次拉伸。为消除材质的内应力,使金相晶粒细化,消除和减少组织的不均匀性,并适当降低硬度、提
模具成型管芯的密封端。3.热处理胶管接头一般不需要热处理,只要选择合适的金属材料便可。但管接头的个别零件或特殊要求的管接头有时需要对钢材在金属加工前后,进行淬火、退火或化学等的热处理。以改善材质,提高零件的使用寿命和安全性。薄板的冲压套筒,在冲压过程中往往经过几次拉伸。为消除材质的内应力,使金相晶粒细化,消除和减少组织的不均匀性,并适当降低硬度、提
 接强度是利用直接加压外套使胶管得到一定的压缩量,从而紧固编织层(或缠绕层)的钢丝来保证的。扣压式结构具有良好的耐拔脱和密封性能。芯子由两部分组成.一是与中间接头或机体相连的接头部分,二是与胶管相连的芯杆部分。芯子的材料采用调质45号钢,芯杆圆周上有光滑凸凹锯齿,形成密封介质的迷宫式曲径。通过挤压外套使其变形来达到固结芯子和胶管的目的。这种工艺效率高、稳
接强度是利用直接加压外套使胶管得到一定的压缩量,从而紧固编织层(或缠绕层)的钢丝来保证的。扣压式结构具有良好的耐拔脱和密封性能。芯子由两部分组成.一是与中间接头或机体相连的接头部分,二是与胶管相连的芯杆部分。芯子的材料采用调质45号钢,芯杆圆周上有光滑凸凹锯齿,形成密封介质的迷宫式曲径。通过挤压外套使其变形来达到固结芯子和胶管的目的。这种工艺效率高、稳 冷挤压是一种少无切削加工工艺。它是在室温下利用模具的压力使模腔内的金属毛坯毛坯产生塑性变形,从而获得所需的形状、尺寸以及一定力学性能的挤压件。冷挤压零件尺寸精度高、材料耗费少、生产率高,而且可以获得合理的金属流线分布,提高零件的承载性能,所以冷挤压技术近年来发展迅速。图1所示为内燃机车端子锻件毛坯图,零件材料为T2紫铜,原工艺是加热后在0.25t蒸汽锤上用|
冷挤压是一种少无切削加工工艺。它是在室温下利用模具的压力使模腔内的金属毛坯毛坯产生塑性变形,从而获得所需的形状、尺寸以及一定力学性能的挤压件。冷挤压零件尺寸精度高、材料耗费少、生产率高,而且可以获得合理的金属流线分布,提高零件的承载性能,所以冷挤压技术近年来发展迅速。图1所示为内燃机车端子锻件毛坯图,零件材料为T2紫铜,原工艺是加热后在0.25t蒸汽锤上用|



 扣压后套筒变形**大,延伸长,易产生严重的堆胶和鼓包;若锯齿太深,增强层直径小,壁厚小,内胶层厚度薄,扣压后外套沟槽不能被充分填满,影响密封性能和抗拔脱强度。因此缠绕管锯齿深一般3~4mm,编织管2-3mm;若胶管规格小、单层钢丝编织,或者是双层钢丝编织胶管壁厚较薄、内胶层伸长率较小、胶料力学性好,套筒沟槽的深度可浅些,锯齿数也可少些,一般3~4个为宜,反之都应
扣压后套筒变形**大,延伸长,易产生严重的堆胶和鼓包;若锯齿太深,增强层直径小,壁厚小,内胶层厚度薄,扣压后外套沟槽不能被充分填满,影响密封性能和抗拔脱强度。因此缠绕管锯齿深一般3~4mm,编织管2-3mm;若胶管规格小、单层钢丝编织,或者是双层钢丝编织胶管壁厚较薄、内胶层伸长率较小、胶料力学性好,套筒沟槽的深度可浅些,锯齿数也可少些,一般3~4个为宜,反之都应

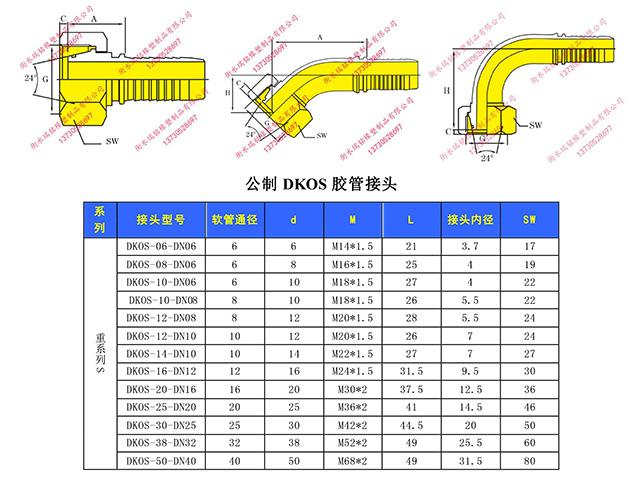
形孔的接头体4,带有尖锐内刃的卡套2,起压紧作用的压紧螺母3三个元件。旋紧螺母3时,卡套2被推进24°锥孔,并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入油管l的外壁,在外壁上压出一个环形凹槽,从而起到可靠的密封作用。卡套式管接头具有结构简单、性能良好、质量轻、体积小、使用方便、不用焊接、钢管轴向尺寸要求不严等优点,且抗振性能好,JB/T6144.4HFH测压胶管总成|HFH测压胶管总成密封圈规格